


弯圆加工
- 189-5133-8148
- 139-0628-3786
- 61260069@qq.com
- 江苏省启东市城东工业园区东二路8号

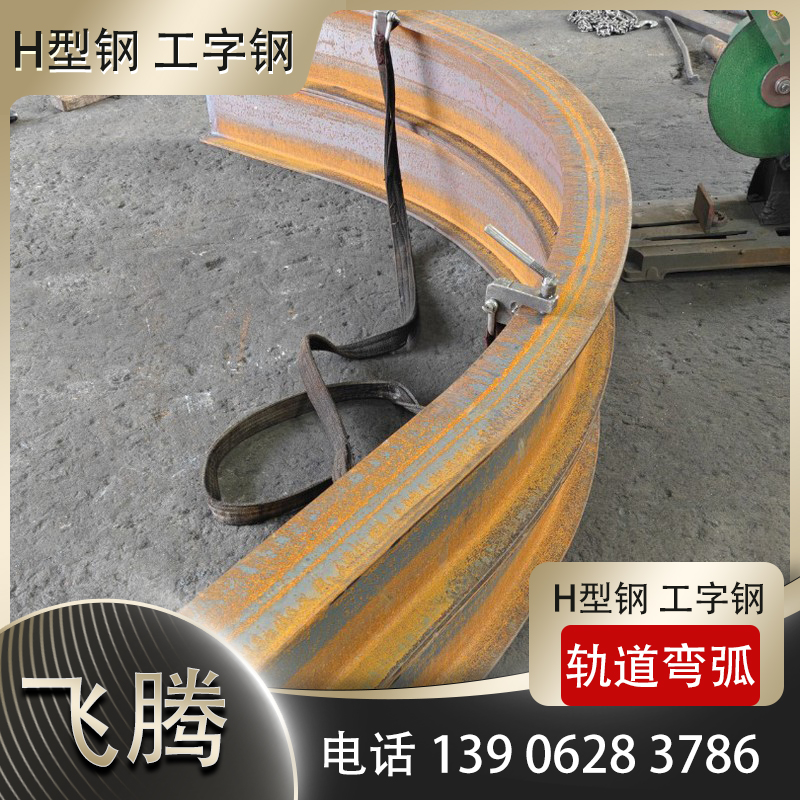

甘肃H型钢弯圆加工
产品说明: 弯圆加工中螺旋弯圆成型原理与设备选型 螺旋弯圆是区别于常规圆弧弯制的特殊成型工艺,可让管材、型材形成连续螺旋空间曲线结构,广泛应用于换热盘管、楼梯扶手、螺旋输送构件、工程机械异形配件等领域。相较于普通平···
全国咨询热线:
139-0628-3786
- 产品介绍

弯圆加工中螺旋弯圆成型原理与设备选型
螺旋弯圆是区别于常规圆弧弯制的特殊成型工艺,可让管材、型材形成连续螺旋空间曲线结构,广泛应用于换热盘管、楼梯扶手、螺旋输送构件、工程机械异形配件等领域。相较于普通平面弯圆,螺旋弯圆兼具径向弯曲与轴向扭转复合形变,成型逻辑更为复杂,对设备联动性能、参数控制精度要求更高。掌握其成型原理,结合加工需求科学选型设备,是保障螺旋工件成型质量、稳定生产效率的核心前提。
螺旋弯圆的核心成型原理为复合应力协同塑形。常规弯圆仅产生单一平面弯曲形变,而螺旋成型是弯曲、进给、扭转同步完成的复合工艺。设备通过滚轮对工件施加径向弯曲压力,使工件产生基础圆弧形变,同时配合轴向连续匀速进给,叠加精准的角度扭转补偿,让工件在持续移动中形成固定螺距、固定曲率的螺旋结构。整个成型过程中,工件受力均匀且连续,依靠渐进式塑性变形定型,无需分段拼接,可有效规避接缝变形、弧度不均等缺陷,保障螺旋曲面的连续性与规整度。
螺距与曲率的协同控制,是螺旋成型原理的核心关键。螺旋工件的核心参数为弯曲半径与螺旋螺距,二者相互制约、协同变化。成型过程中,数控系统需精准匹配进给速度、弯曲压力与扭转角度,若参数配比失衡,会出现螺距不均、螺旋偏移、管径变形等问题。不同于普通弯圆,螺旋成型的回弹呈现空间差异性,设备需具备动态补偿能力,实时修正形变误差,确保成品螺旋弧度、螺距完全符合设计标准。
基于成型原理的差异性,螺旋弯圆设备选型需重点匹配工艺适配性。首先,常规三轴数控滚弯设备适用于普通小规格、低精度螺旋工件,结构简单、性价比高,可满足普通碳钢、铝材常规螺旋成型,适合民用五金、普通机械构件的批量生产。但其联动精度有限,无法适配高精度、大螺距的复杂工件加工。
针对高精度、厚壁、大跨度螺旋工件,需选用四轴及多轴联动数控螺旋弯圆机。该类设备可实现弯曲、进给、扭转多维度同步调控,内置专用螺旋成型算法,可直接导入三维模型自动生成加工参数,精准控制螺距误差与圆弧精度。同时配备闭环检测系统,实时补偿材料回弹与设备形变,有效解决不锈钢、高强钢等难加工材料的螺旋成型偏差问题,适配换热设备、高端机械精密构件生产。
此外,设备选型需结合工件材质与生产场景综合考量。薄壁管材优先选用带柔性防护、低压匀速成型的设备,避免管壁塌陷、划痕;厚壁高强工件需匹配大吨位、高刚性设备,抵御成型应力,防止设备形变影响精度。小批量非标工件可选用通用性强的数控设备,大批量标准化工件优先选用专用螺旋成型设备,提升生产效率。
综上,螺旋弯圆依托复合形变原理实现空间螺旋结构成型,工艺特性区别于常规弯圆。在生产中,需立足成型原理掌握工艺要点,结合工件精度、材质、规格合理选型设备,兼顾成型精度、产品稳定性与生产效率,充分发挥螺旋弯圆工艺的技术优势,满足各类异形螺旋构件的加工需求。
上一条:H型钢弯圆加工
下一条:没有了!