


弯圆加工
- 189-5133-8148
- 139-0628-3786
- 61260069@qq.com
- 江苏省启东市城东工业园区东二路8号
成都圆钢方钢弯圆加工

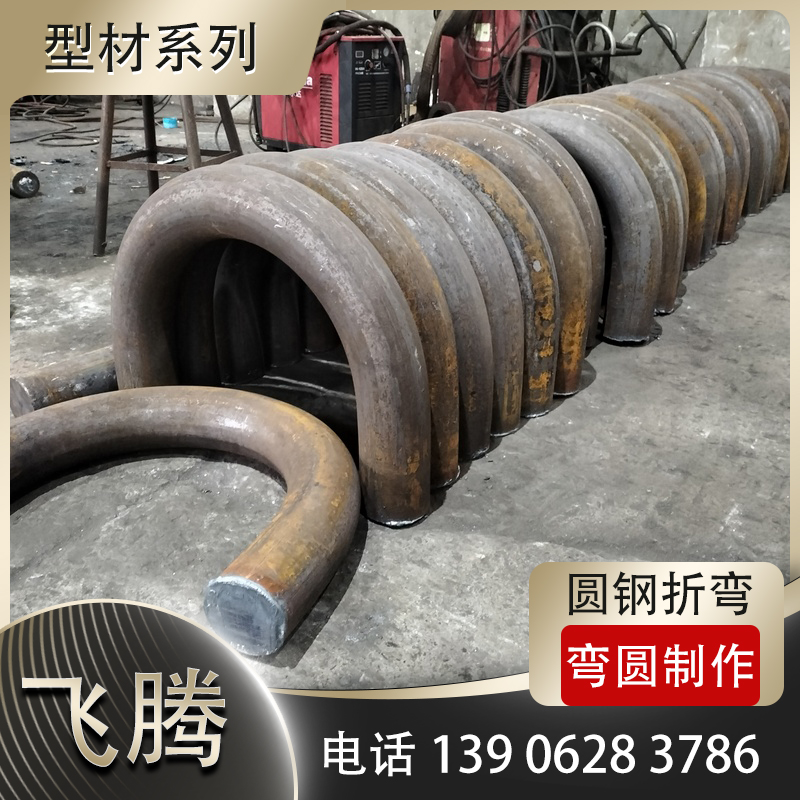

成都圆钢弯圆 方钢弯圆
产品说明: 弯圆加工中管材与型材弯曲特性区别解析 在弯圆加工体系中,管材与型材是两类最主流的加工基材,涵盖碳钢、不锈钢、铝合金等常用材质。二者虽可通过滚弯、绕弯工艺实现圆弧成型,但因结构形态、截面受力方式不同,弯曲···
全国咨询热线:
139-0628-3786
- 产品介绍

弯圆加工中管材与型材弯曲特性区别解析
在弯圆加工体系中,管材与型材是两类最主流的加工基材,涵盖碳钢、不锈钢、铝合金等常用材质。二者虽可通过滚弯、绕弯工艺实现圆弧成型,但因结构形态、截面受力方式不同,弯曲形变特性存在本质差异。管材为中空封闭结构,型材多为实心或异形开口结构,受力形变、回弹规律、缺陷形式截然不同,若混用统一工艺参数,极易出现塌陷、扭曲、开裂、弧度失圆等问题。因此,精准解析管材与型材的弯曲特性区别,是精准匹配工艺、提升成品合格率的重要基础。
结构受力差异是二者弯曲特性不同的核心根源。管材为中空环形截面,弯曲时外侧受拉伸变薄、内侧受挤压堆积,中部无实体支撑,整体抗形变刚性较弱,受力极易出现截面椭圆化、管壁塌陷等问题。而型材多为实心矩形、方形及异形截面,结构整体性强、刚性充足,弯曲受力均匀,不易发生整体畸变,形变缺陷主要集中在材料拉伸开裂与回弹超差,基本不会出现截面塌陷问题,成型结构稳定性远优于管材。
成型缺陷类型与形变规律差异显著。管材弯曲的核心痛点是中空结构失稳,薄壁管材在弯曲压力作用下,内侧材料易褶皱堆积,外侧管壁过度减薄,截面由正圆变为椭圆,严重时直接塌陷报废。同时管材形变过程中材料流动无序,圆弧局部易出现凹凸不均,对进给速度与施压均匀度要求极高。型材弯曲形变相对规整,实心截面应力传导均匀,无结构失稳风险,主要缺陷为边缘拉伸开裂、整体回弹偏移,成型轮廓一致性更强,工艺容错率更高。
回弹特性与参数适配逻辑完全不同。管材回弹量偏小,但形变随机性强,受壁厚、填充状态影响较大,无固定回弹规律,多依赖微量动态补偿。加工需采用低速、轻压、渐进式成型,重点管控截面圆度,优先保障结构完整。型材回弹量相对稳定且数值更大,尤其是高强钢、合金型材,弹性形变明显,需预设固定回弹补偿量,可适度提升加工压力与成型速度,工艺重点集中在修正弧度偏差、规避边缘开裂。
工装配套与辅助工艺侧重不同。管材加工核心在于防塌陷、保圆度,薄壁管材需搭配芯轴、柔性填充等辅助工装,支撑中空内腔,抑制截面畸变,同时模具间隙需精准适配管径,避免挤压变形。型材加工核心在于防扭曲、防开裂,无需内腔支撑,只需保证模具贴合截面、受力均衡,针对异形截面型材,需定制专用仿形模具,避免弯曲过程中出现侧向扭曲、边角变形。
综上,管材弯圆以“稳结构、保圆度、防塌陷”为核心,形变复杂、工艺容错低;型材弯圆以“控回弹、防开裂、保精度”为重点,成型稳定、参数规律可控。实际生产中,需严格区分二者弯曲特性,摒弃通用化加工思维,针对性优化工艺参数与工装配置。精准把控两类基材的成型差异,可有效规避加工缺陷,提升弯圆精度与批量生产稳定性。