


弯圆加工
- 189-5133-8148
- 139-0628-3786
- 61260069@qq.com
- 江苏省启东市城东工业园区东二路8号
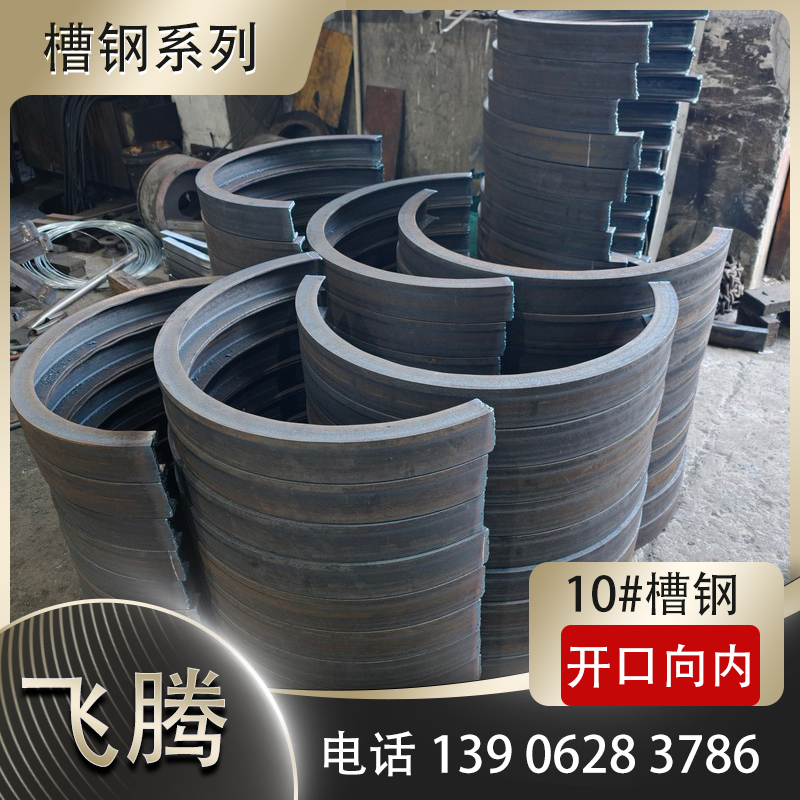
成都槽钢弯圆加工
产品说明: 弯圆加工中多段拼接与一次成型优劣分析 在型材、管材弯圆加工生产中,超长圆弧、大弧度及异形曲面工件主要采用两种成型方式,分别为多段拼接成型与整体一次成型。两种工艺均可完成弧形工件加工,但在成型原理、尺寸精···
全国咨询热线:
139-0628-3786
- 产品介绍
弯圆加工中多段拼接与一次成型优劣分析
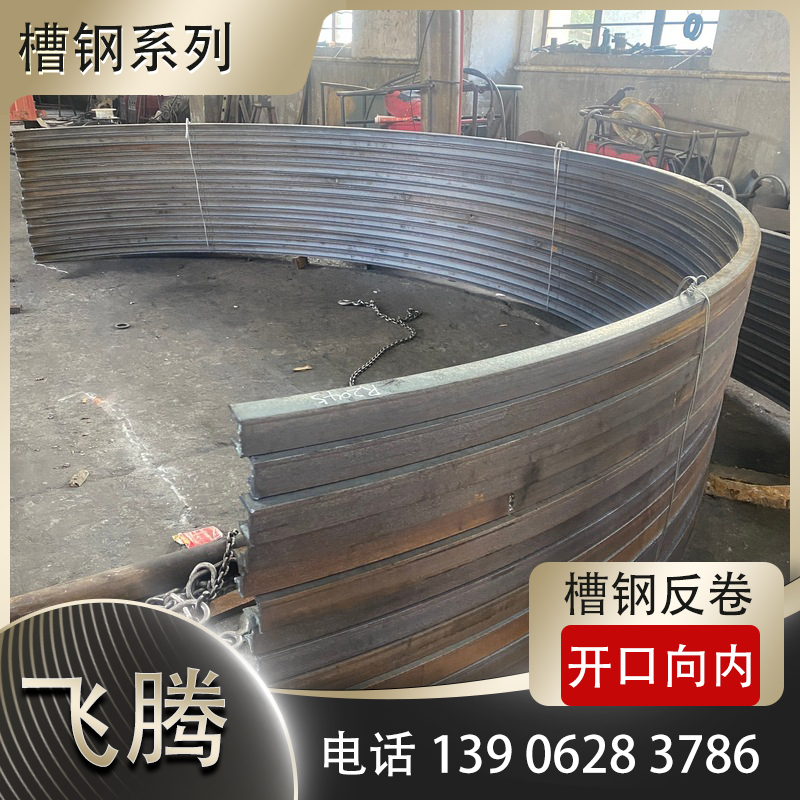
在型材、管材弯圆加工生产中,超长圆弧、大弧度及异形曲面工件主要采用两种成型方式,分别为多段拼接成型与整体一次成型。两种工艺均可完成弧形工件加工,但在成型原理、尺寸精度、结构强度、生产效率及适用场景上存在明显差异。在实际数控弯圆生产中,合理选择成型工艺,是平衡产品质量、生产效率与制造成本的重要前提。因此,系统对比两种工艺的优劣,对现场工艺选型具有重要指导意义。
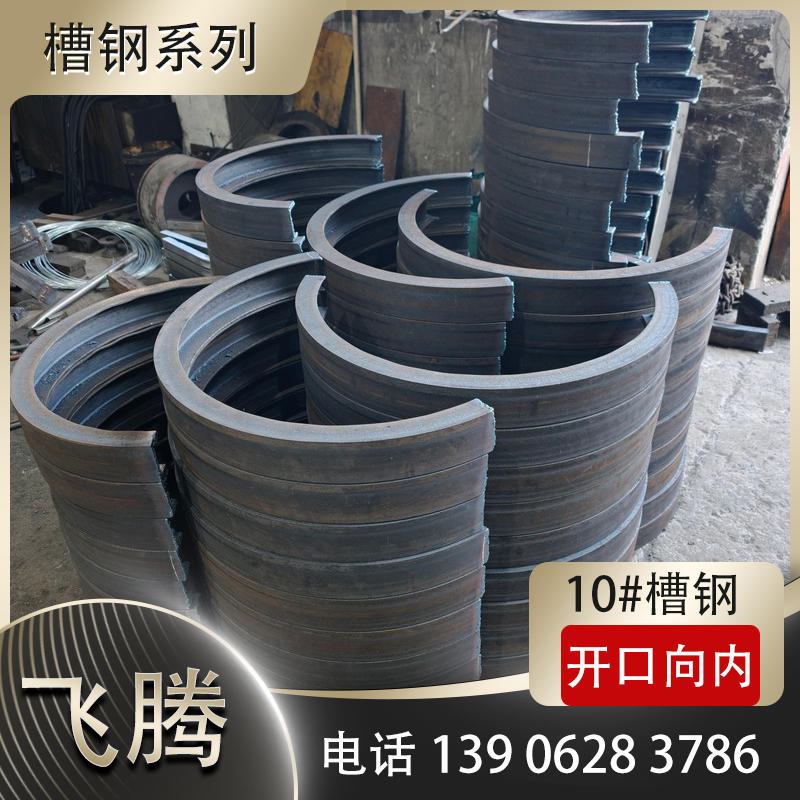
多段拼接成型是将整体弧形工件拆分为若干小段圆弧,单独完成分段弯圆加工后,再通过焊接、拼接、打磨整合为完整工件。该工艺核心优势在于加工门槛低、设备适配性广。针对超长、超大半径及超规格工件,常规弯圆设备行程受限无法整体加工,多段拼接可有效突破设备尺寸限制,完成各类大规格异形圆弧加工。同时,分段加工操作简单、调试难度低,单段工件报废不会造成整体损耗,可有效降低大件加工的报废成本,适合中小型设备的非标大件生产。
但多段拼接工艺存在难以规避的质量短板。分段加工后必然产生拼接焊缝与衔接接口,不仅破坏工件整体一致性,还易出现圆弧衔接错位、弧度不均匀、接缝凹凸不平等问题,大幅降低成型精度。同时,焊缝区域易产生应力集中,经过弯折、受力后易出现开裂、变形,工件整体结构强度与稳定性大幅下降。此外,拼接、焊接、打磨多道叠加工序繁琐,人工干预多、生产周期长,批量生产效率偏低,且工件表面完整性较差,难以满足高端精密装配需求。
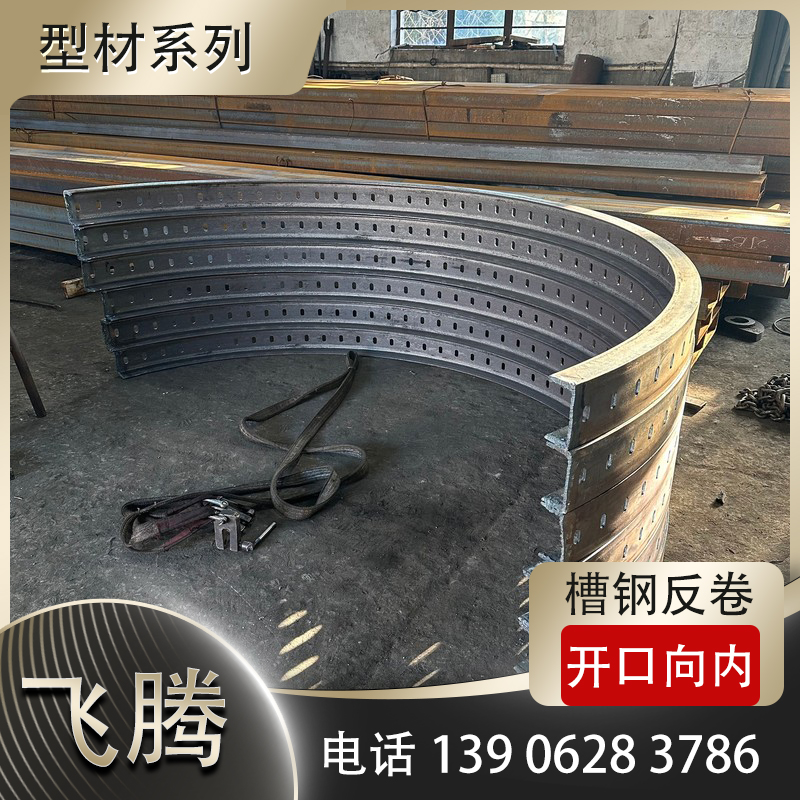
一次成型工艺依托数控弯圆设备的整体塑形能力,无需分段拆解,可一次性完成工件整体圆弧弯曲加工。该工艺最大优势是成型质量高,工件无拼接缝隙、无焊缝,整体弧度连续平滑,尺寸精度与批量一致性极佳。一体成型的工件结构完整,内部应力分布均匀,不存在焊缝薄弱区域,结构强度、耐磨性与稳定性远超拼接工件,可适配高强度、高负荷的使用场景。同时,加工工序精简,无需后续焊接打磨,自动化程度高,生产效率显著提升。
一次成型工艺也存在一定局限性,对设备性能与工艺参数要求极高,受设备行程、加工吨位限制,无法加工超规格超大工件。且前期数控参数调试精度要求严苛,针对小批量异形工件,调试成本偏高,工件整体报废风险更高,对操作人员的技术水平有着更高要求。
综上,两种成型工艺各有优劣,适配不同生产场景。多段拼接适合超大规格、非标异形、低受力的普通结构工件加工,灵活性强、成本可控;一次成型胜在高精度、高强度、高效率,适配精密、重载、高品质工件批量生产。实际生产中,需结合工件规格、精度标准、受力需求合理选型,实现加工质量与生产效益的最优平衡。