


弯圆加工
- 189-5133-8148
- 139-0628-3786
- 61260069@qq.com
- 江苏省启东市城东工业园区东二路8号
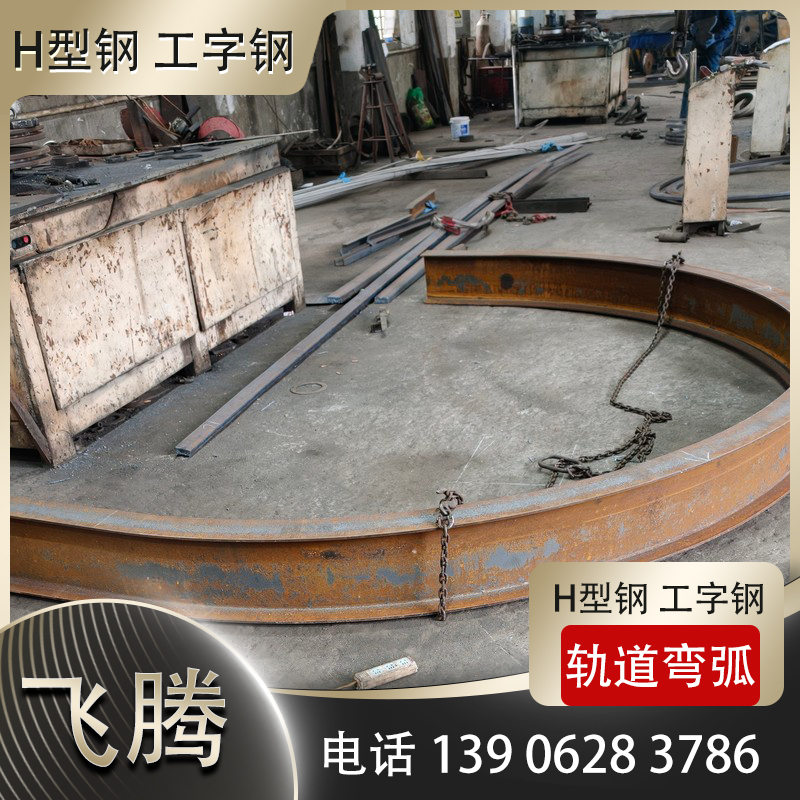

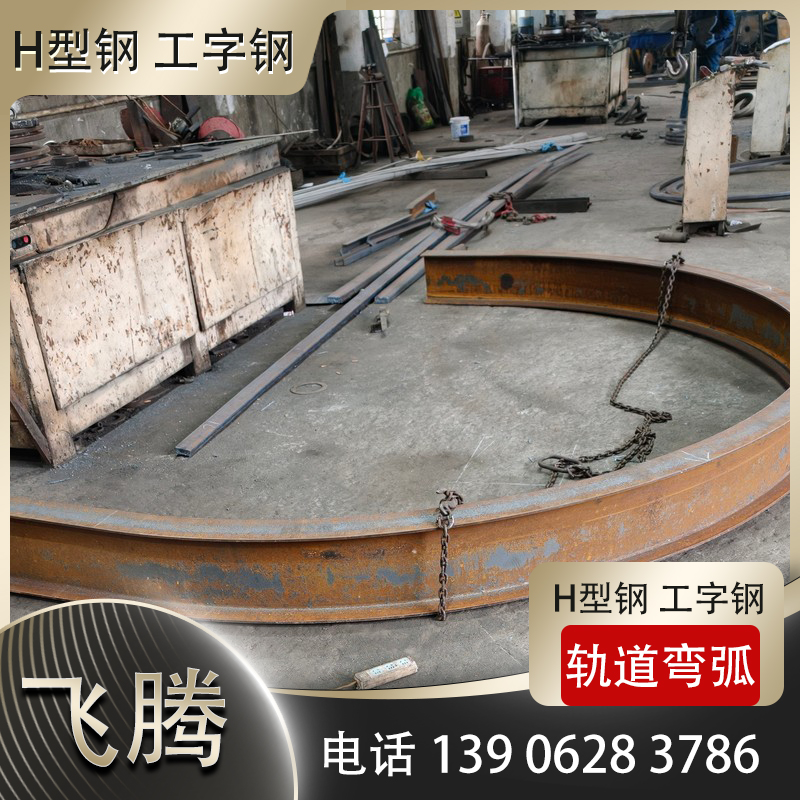
白山工字钢弯圆加工
产品说明: 弯圆加工中圆度误差控制标准与检测方法 圆度是衡量弯圆加工成型精度的核心指标,指工件实际圆弧与标准理想圆弧的偏差程度。在管材、型材弯圆生产中,设备精度偏差、材料回弹不均、工艺参数失衡等因素,都会引发圆度超···
全国咨询热线:
139-0628-3786
- 产品介绍
弯圆加工中圆度误差控制标准与检测方法
圆度是衡量弯圆加工成型精度的核心指标,指工件实际圆弧与标准理想圆弧的偏差程度。在管材、型材弯圆生产中,设备精度偏差、材料回弹不均、工艺参数失衡等因素,都会引发圆度超差问题,造成工件弧度椭圆、局部凹凸、圆弧扭曲,直接影响产品装配精度与使用稳定性。为保障弯圆工件品质,满足机械制造、轨道交通等行业的精密加工要求,必须明确圆度误差控制标准,搭配科学规范的检测方法,实现误差的精准管控。
弯圆加工行业拥有明确的圆度误差控制标准,适配不同精度等级的生产需求。通用普通精度工件,圆度误差需控制在工件直径或弯曲半径的±0.5%以内,适用于普通钢结构、通用五金配件等低负荷使用场景。中精度精密工件,误差标准收紧至±0.2%,广泛应用于常规机械配件、管道构件加工。而航空、精密仪器、高端汽配等高精度工件,圆度误差必须控制在±0.1%以内,保证圆弧均匀规整,无局部形变偏差,满足高精度装配与高强度受力要求。同时,行业通用规范要求工件整段圆弧无突变、无局部凹陷凸起,整体弧度平滑连续。
把控圆度精度,需落实针对性的误差控制工艺标准。首先是参数标准化控制,根据工件材质、壁厚、曲率匹配数控参数,匀速调节进给速度与弯曲压力,规避压力波动、速度过快导致的圆弧畸变。其次是回弹补偿控制,依托数控系统智能补偿功能,结合不锈钢、碳钢等不同材料的回弹特性修正加工轨迹,抵消弹性形变带来的圆度偏差。同时,规范设备与装夹标准,定期校准滚轮同轴度、设备弯曲中心,保证工件装夹居中稳固,杜绝偏心加工引发的椭圆误差。
人工简易检测是车间通用的基础检测方法,适配批量初检与常规工件抽检。常用工具为圆弧样板、百分表与卡尺,操作人员通过标准圆弧样板比对工件弧度,初步判断圆弧偏差;利用百分表多点测量工件圆周尺寸,记录最大与最小差值,核算圆度误差。该方法操作简便、检测快速、无需复杂设备,适合生产现场实时筛查超差工件,但检测精度有限,仅适用于普通精度工件检测。
精密仪器检测是高精度工件的核心检测方式,检测数据精准、稳定性强。激光圆度检测仪可通过激光扫描快速采集工件整段圆弧数据,自动生成轮廓曲线,精准测算圆度误差,识别细微形变偏差,检测精度可达微米级。三坐标测量仪则适用于异形、大曲率精密工件,通过多点采集建模,全面分析圆弧轮廓精度,精准定位误差位置与偏差数值。这类精密检测设备可实现数据化记录,为工艺参数优化提供数据支撑。
总而言之,圆度误差控制是弯圆精密加工的核心环节。严格遵循分级误差控制标准,结合人工抽检与精密仪器检测的组合检测模式,同时优化数控工艺与设备工况,可有效解决圆弧变形、圆度超差等问题。精准的误差管控与科学检测,能够全面提升弯圆工件的成型一致性与精度稳定性,助力弯圆加工工艺向标准化、精密化升级。
上一条:没有了!
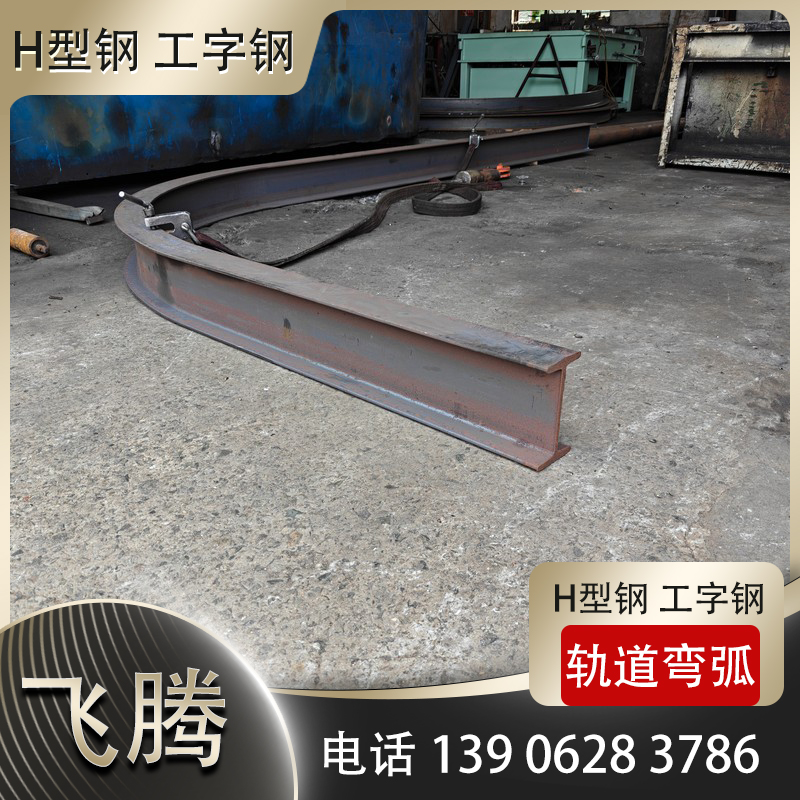
下一条:工字钢弯圆加工